工业射线照相术
编辑工业射线照相术是一种无损检测技术,可以检查许多类型的加工部件来检测样品的内部结构和完整性。工业射线照相术射线源通常采用x射线或者γ射线,两者都是电磁辐射,不同波长的电磁波具有不同的能量。x射线和γ射线波长相对较短,具有很强的穿透能力,能够透过多种材料,如碳钢和其他金属。
目录编辑
1 历史编辑
射线照相术始于1895年x射线(后来也叫伦琴射线,以第一个发现并详细描述其性质的人命名)的发现。在发现x射线后不久,放射性也被发现了。通过使用镭等放射源,可以获得具有比常规X射线机高得多的光子能量的射线。很快就发现了各种相关应用,最早的用户之一是英国的拉夫堡大学 。[1]X射线和γ射线很早就被使用,当时电离辐射的危险还未被认知。第二次世界大战后铯-137,铱-192和钴-60等新发现的同位素开始用于工业射线照相术,镭和氡的使用逐步减少。
2 工业应用编辑
2.1 产品检测
最常见的γ辐射源是铱-192和钴-60,广泛用于检查各种材料。绝大多数射线照相术涉及压力管道、压力容器、大容量储存容器、管道和一些结构焊缝的检测和分级。其他检测材料还包括混凝土(定位钢筋或导管)、焊工测试试件、机械零件、金属板或管壁(定位因腐蚀或机械损坏引起的缺陷)。也常用于检测非金属部件,如航空航天工业中使用的陶瓷。理论上,工业射线照相技术可以拍摄任何固态平面材料(墙壁、天花板、地板、正方形或矩形容器)或任及空心圆柱体或球形物体。
2.2 焊接检查
辐射束必须指向被检查部分的中间,并且垂直于材料表面,除非通过特殊技术提前知道检测缺陷位置的最佳射线角度。每次检测的焊缝长度应确保在最外侧检测点出材料沿射线方向的厚度不超过该点的实际厚度的6%。待检查的样品被放置在辐射源和检测装置之间,检测装置通常是在放置在不透光的容器或暗箱中的胶片,透射胶片的辐射信号经过所需的曝光时间后被记录下来。
射线照相会在胶片上生成零件的二维投影,根据到达每个区域的辐射剂量产生不同强度的潜影,这被称为射线照片,区别于光产生的照片。由于胶片的响应是累积的(随着吸收更多辐射,曝光会增加),因此可以通过延长曝光时间来检测相对较弱的辐射,直到胶片可以记录显影后可见的图像。检测用射线照片取原片的负片,而不是像摄影中那样采用正片。这是因为,正片中一些细节会丢失使得照片失去用途。
在开始射线照相检查之前,建议先直接用眼睛检查部件,以排除任何可能的外部缺陷。对于某些表面的不规则(可见于射线照片)可能使检测内部缺陷变得困难的情况,可能需要对其进行打磨使其光滑。
在对射线照片进行检查后,操作人员将清楚地了解接触焊缝两面的情况,这对设备的安装和最佳技术的选择都很重要。
诸如分层和平面裂纹之类的缺陷很难使用射线照相术来检测,特别是对于未经训练的人员。
在不忽视射线照相检查的缺点的情况下,射线照相术比超声波有许多显著的优势,如:产生“图像”的胶片可半永久保存(直到胶片本身到期失效);可以更准确地识别缺陷,并可以作更充分的分析。这非常重要,因为大多数施工标准根据缺陷的类型和大小情况允许某种程度的缺陷。
对于训练有素的射线照相师来说,胶片密度的细微变化不仅使技术人员能够准确定位缺陷,还能识别其类型、尺寸和位置;检测结果可以由他人进行物理复查和确认的解释,可能避免昂贵和不必要的维修。
进行包括焊缝检查在内的射线照相检查,一般有几种射线照相方案。
首先,是周向投影,是四种单壁投影( single-wall exposure,SWE)方案之一。这种投影方式将辐射源放置在球体、圆锥体或圆柱体(包括箱管、容器和管道)的中心,将胶片盒放在待检查表面的外侧。这种射线照相布置几乎是理想的——当适当布置和照射时,所有胶片的所有部分将具有相近的射线强度,并且比其他方案所需的曝光时间更短,因为射线仅须穿透总壁厚一次,并且穿透厚度为检查样品的半径而非直径。周向投影图的主要缺点时将射线源放置在样品的中心有时是难以做到的(如封闭管道),或者源太弱而无法布置在样品(如大型容器或储罐)中心。
第二种单壁投影方案是将放射源放置在封闭样品内部非中心位置,且放射源不与样品直接接触。第三是布置方案与第二种类似,只是放射源放置在检测样品的外部。第四种方案针对平板型样品如金属板,可以在放射源不直接接触物体的情况下进行射线照相。在上述每种情况下,射线照相的胶片与源位于检测样品的两侧,同时每次只有单壁接受照相,并且在射线照片上只能看到单壁的投影。
在其他射线照相方案中,一种接触投影法将射线源放置在样品上,射线投射样品的双壁,但只能解析离胶片最近的壁的图像。这种布置比周向投影需要花费更多的曝光时间,因为光源必须穿透壁厚两次,并穿过管道或容器的整个直径,称为双壁单影法。另一种是叠加投影(其中源放置在样品的一侧,不与样品直接接触,胶片在相对侧)。这种方案通常用于小直径的管道或零件。最后一中双壁单影布置采用椭圆成像,其中射线源偏离检查项目的平面(通常是管道中的焊缝),离光源最远的焊缝的椭圆形图像被投射到胶片上。
2.3 机场安全
箱包和手提行李通常都由 X光机进行X射线投射检查。
2.4 非侵入式货物扫描
伽马射线照相术和高能X射线照相术目前已被美国和其他国家用于扫描联运货物集装箱。此外,双能X射线照相术、μ子射线照相术等其他射线照相术也在被研究用于扫描联运货物集装箱。
3 射线源编辑
高能X光机或其他放射源,比如铱-192,钴-60,少数情况下使用的铯-137,均可作为X射线计算机断层摄影的光子来源。穿透性辐射指波长小于10nm的电磁辐射。放射性同位素源的优点是无需电源,但也不能关闭。此外,使用放射性同位素也能难制造一个小型紧凑且光子通量能达到X射线管水平的辐射源。铯-137可作为射线照相的光子源,但其容易被普通无放射性素稀释。这使得很难获得体积较小的源,而大体积的源使得射线照相检查中难以精确捕获细节。
钴-60和铯-137产生的γ射线能量集中,接近单色。钴-60的光子能量高于铯-137,这使得钴源可以用于检查更厚的金属物体。铱-192的光子能量比钴60低,并且它的γ射线能谱很复杂(具有许多能量差异显著的谱线),但这有时是一个优势,因为可以为最终的照片提供更好的对比度。
无放射性的铱或者钴金属可以加工成一定尺寸。例如钴通常与镍共同加入合金中以改善其机械性能;铱可以加工为细线或棒。无放射性的铱和钴金属可以通过中子活化以转化为能够发射伽马射线的放射性同位素,活化过程中应放置在经过检漏测试的不锈钢容器中。不锈钢只有很小的活化能力,形成的Fe-55和镍-63在不会影响最终使用,因为这些同位素是β发射体,γ发射非常弱。可能产生的铁-59半衰期菲欧长短,因此当钴源存放一年后,这种同位素的大部分将会衰变掉。
放射源通常是一个非常小的物体,必须用屏蔽容器运送到工作现场。在放置放射源之前,要布置好射线探测装置、清除工作的区域,添加屏蔽(准直器)装置以减小受控区域。工业射线照相系统已经开发设计了多种“相机”,工业射线照相术中的“相机”不是指常规接受光子来记录图像的设备,而是指放射性光子源。
3.1 中子
在一些特出的情况下,需要采用中子进行射线照相,称为中子射线照相术或中子成像。中子射线照相术提供了不同于X射线的图像,因为中子可以容易地穿过铅和钢,但会被塑料、水和油阻挡。中子源包括放射性源(镅-241/铍和锎),真空管和常规临界核反应堆中的电驱动氘-氚反应。有时使用中子放大器来增加中子通量。[2]
由于可以检测和测量从材料相对侧射出的辐射量,辐射量(或强度)的变化被用于确定材料的厚度或成分。穿透性辐射是那些被限制在波长小于约20的电磁波谱部分的辐射纳米s.
4 射线照相光子源编辑
大多数行业正从基于胶片的射线照相术转向基于数字传感器的射线照相术,这与传统照相术的发展非常相似。[3]通过测量透过材料的辐射量(或强度)的变化可确定材料的厚度或成分。
4.1 电筒式设计
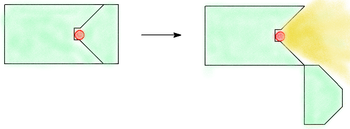
电筒式设计被认为是最佳方案之一。放射源被放置在屏蔽盒内,通过铰链打开屏蔽部分可暴露放射源,使光子离开射线照相光子源。
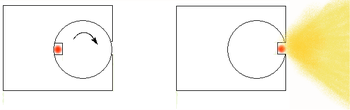
另一种电筒式设计是将光源放置在金属轮中,金属轮可以在装置内部转动,在暴露和存储位置之间切换。
4.2 缆绳式设计
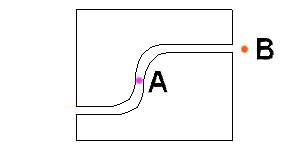
该设计中放射源连接到位于屏蔽装置中的驱动缆绳,放射源存储在一个铅芯或贫化铀屏蔽块中,该屏蔽块具有贯穿其中的S形管状孔。在安全位置时,源位于块的中心,并连接到双向延伸的金属线上,使用源时,导向管连接到设备的一侧,而驱动缆绳连接到的另一侧的较短缆绳上。然后使用手动绞盘将放射源推出屏蔽位置,并沿着放射源导向管到达导管顶端以辐罩胶片,使用完毕后沿弯曲孔道回到被完全屏蔽的安全位置。
5 造影剂编辑
诸如分层和平面裂纹之类的缺陷很难使用射线照相术来检测,因此需使用渗透剂来增强这种缺陷检测的对比度。常使用的渗透剂包括硝酸银、碘化锌、氯仿和二碘甲烷。渗透剂的选择取决于其渗透裂缝以及被去除的容易程度。二碘甲烷具有高不透明度、易于渗透和且因为它蒸发相对较快而易于去除。不过它也会导致皮肤灼伤。
6 安全编辑
许多地方的管理当局要求工业射线照相从业人员使用特定的安全设备并需两人一组工作。根据地方要求不同,工业射线技师可能需要获得许可证、执照和/或接受特殊培训。在进行检测之前,应首先清除附近区域的所有其他人员,并采取措施确保人们不会意外进入可能使他们暴露于大剂量辐射的区域。
安全设备通常包括四个基本项目:辐射测量仪(如盖革/穆勒计数器)、有报警功能的剂量或剂量率计、充气剂量计和胶片剂量计或热释光剂量计(TLD)。记住这些项目的最简单方法是将它们与汽车上的仪表进行比较。
辐射测量仪可类比为速度计,因为它测量辐射射线的速度或速率。当正确校准、使用和维护时,工作人员可在测量仪上看到当前辐射的情况。它通常可以设置不同量程,用于防止工作人员过度暴露于放射源,确保工作人员在射线照相操作期间保持在射线源周围的安全距离外。
报警剂量计与转速表最接近,因为当射线照相人员暴露在过量辐射下时它会发出警报。当正确校准、激活并佩戴在工作人员身上时,当测量到辐射水平超过预设阈值时,它将发出警报。该装置旨在防止射线照相人员无意中接近放射源。
充气剂量计就像一个行程表,它测量接收到的总辐射,并可以复位。它旨在帮助工作人员测量他/她的总辐射剂量。当经过正确校准、充电并佩戴在射线照相人员身上时,它可以显示工作人员自上次充电以来该设备受到辐射的总剂量。许多国家的放射从业人员被要求记录他们的辐射剂量并形成报告。在很多国家中,放射从业人员不需要使用个人剂量计,因为他们显示的剂量率并不总是正确的。
胶片剂量计或热释光剂量计更像是汽车里程表。它实际上是一个坚固容器中的特制胶片。它旨在测量一段时间(通常为一个月)内放射从业人员的总辐射剂量,并由监管机构用于监控某个管辖区内持证放射从业人员的总辐射剂量。每月底,胶片剂量计被上交并被处理,生成放射从业人员师的总剂量报告并存档。
当这些安全装置被正确校准、维护和使用时,放射从业人员几乎不可能被过度的放射性辐射剂量所伤害。不幸的是仅仅取消其中一个设备就可能危及放射从业人员和附近所有人的安全。如果没有测量计,接收到的辐射可能刚好低于速率警报的阈值,工作人员可能要过几个小时才会检查剂量计,胶片剂量计被显影以检测低强度过度曝光可能需要一个月或更长时间。如果没有报警剂量计,一名工作人员可能会无意中走到另一名工作人员正在使用的暴露的放射源附近。没有剂量计,射线照相人员报警剂量计可能不知道已被过度辐照被辐射灼伤,因为这些可能需要数周时间才能导致明显的伤害。如果没有胶片剂量计,射线照相人员就少了一个重要工具,该工具能够保护他或她免受长期累积的过度职业辐照而导致长期健康问题。
射线照相人员需要注意三个要素以确保他们不会暴露在高于所需水平的辐射,那就是时间、距离、屏蔽。暴露在辐射下的时间越少,他们的剂量就越低。根据平方反比定律,离放射源越远,接收的辐射水平就越低。最后,放射源被屏蔽的越好,从测试区域逃逸的辐射水平就越低。使用中最常用的屏蔽材料是沙子、铅(片或丸)、钢、非放射性铀、钨以及水。
工业射线照相术似乎是辐射行业中安全状况最差的行业之一,可能是因为与核工业或医院内的工人相比,许多操作员在偏远地区使用强γ辐射源(> 2 Ci)时缺乏监管。[4]由于工作时存在的辐射水平,许多射线照相人员需要在人员相对稀少的深夜工作,因为大多数工业射线照相不是在专门建造的曝光间或房间内进行的。疲劳、粗心和缺乏适当的培训是工业射线照相事故的三个最常见的因素。国际原子能机构报道过许多涉及射线照相设备的“放射源丢失”事故。丢失源事故有可能造成相当大的生命损失。一种情况是路人发现了放射源,却不知道它是什么,就把它带回家。[5]此后不久,该人因辐射剂量而生病并死亡。辐射源留在他们的家中,继续照射其他家庭成员。[6]1984年3月在摩洛哥 卡萨布兰卡发生了这样的事件。更著名的戈亚尼亚事故中,一系列相关事件导致公众暴露于辐射源。
7 微秒X射线脉冲编辑
8 标准列表编辑
8.1 国际标准化组织(国际标准化组织)
- ISO 4993,钢和铁铸件——射线照相检验
- ISO 5579,无损检验-用X光和伽马射线对金属材料进行射线照相检验-基本规则
- ISO 10675-1,焊缝无损检测射线照相检测的验收等级第1部分:钢、镍、钛及其合金
- ISO 11699-1,无损检测-工业射线照相胶片第1部分:工业射线照相胶片系统的分类
- ISO 11699-2,无损检测-工业射线照相胶片第2部分:用参考值控制胶片加工
- ISO 14096-1,无损检测-射线照相胶片数字化系统的鉴定第1部分:定义、图像质量参数的定量测量、标准参考胶片和定性控制
- ISO 14096-2,无损检测-射线照相胶片数字化系统的鉴定第2部分:最低要求
- ISO 17636-1:焊缝的无损检测。射线照相测试。x光和伽马射线胶片技术
- ISO 17636-2:焊缝的无损检测。射线照相测试。带有数字探测器的x射线和伽马射线技术
- ISO 19232,无损检测——射线照片的图像质量
8.2 欧洲标准化委员会 (CEN)
- EN 444,无损检测;用X射线和γ射线对金属材料进行射线照相检验的一般原则
- EN 462-1:无损检测-射线照片的图像质量-第1部分:图像质量指示器(线型)-图像质量指标的测定
- EN 462-2,无损检验.射线照片的图像质量.第2部分:图像质量指示器(台阶/孔类型)图像质量指标的测定
- EN 462-3,无损检验.辐射图的图像质量.第3部分:黑色金属的图像质量等级
- EN 462-4,无损检测-射线照片的图像质量第4部分:图像质量值和图像质量表的实验评估
- EN 462-5,无损检验-射线照片的图像质量第5部分:指示器的图像质量(双线型),图像不清晰度值的测定
- EN 584-1,无损检测-工业射线照相胶片-第1部分:工业射线照相胶片系统的分类
- EN 584-2,无损检测-工业射线照相胶片-第2部分:用参考值控制胶片加工
- EN 1330-3,无损检测-术语-第3部分:工业射线照相检测术语
- EN 2002–21,航空航天系列——金属材料;试验方法第21部分:铸件的射线照相试验
- EN 10246-10,钢管的无损检测-第10部分:用于缺陷检测的自动熔化电弧焊接钢管焊缝的射线照相检验
- EN 12517-1,焊缝无损检测-第1部分:通过射线照相术对钢、镍、钛及其合金焊接接头的评定验收等级
- EN 12517-2,焊缝无损检测第2部分:射线照相术对铝及其合金焊接接头的评价验收等级
- EN 12679,无损检测.工业射线照相源尺寸的测定.射线照相法
- EN 12681,基础–射线照相检查
- EN 13068,无损检测——射线检测
- EN 14096,无损检测——射线照相胶片数字化系统的鉴定
- EN 14784-1,无损检验.存储荧光成像板的工业计算机射线照相术.第1部分:系统分类
- EN 14584-2,无损检验.存储荧光成像板的工业计算机射线照相术.第2部分:用x光和伽马射线检验金属材料的一般原则
8.3 美国材料和试验协会(ASTM)
- ASTM E 94,射线照相检查标准指南
- ASTM E 155,铝和镁铸件检验用标准参考射线照片
- ASTM E 592,射线照相术可获得的美国材料试验学会等效穿透计灵敏度的标准指南-针对1/4至2英寸[6至51毫米]厚钢板的x射线见擦汗和1至6英寸[25到152毫米]钢板的钴-60检查
- ASTM E 747,放射学用像质计(IQI)的设计、制造和材料分类的标准实施规程
- ASTM E 801,放射检查电子控制设备质量的标准实施规程
- ASTM E 1030,金属铸件射线照相检验的标准试验方法
- ASTM E 1032,焊接件射线照相检验的标准试验方法
- ASTM 1161,半导体和电子元件放射检验的标准实施规程
- ASTM E 1648,铝熔焊检查的标准参考射线照片
- ASTM E 1735,4-25兆电子伏X射线工业射线照相胶片相对图像质量测定的标准试验方法
- ASTM E 1815,工业射线照相胶片系统分类的标准试验方法
- ASTM E 1817,使用代表性质量指标控制放射检查质量的标准实施规程
- ASTM E 2104,先进航空和涡轮材料和部件射线照相检验的标准实施规程
8.4 美国机械工程师协会 (ASME)
- 《 BPVC 》第五节,无损检验:第二篇 射线照相检验
8.5 美国石油协会
- API 1104,管道和相关设施的焊接:11.1射线照相试验方法
9 笔记编辑
- 跳转^ Some examples of radiography using a 5 MeV electron LINAC driving a bremsstrahlung source (1 mm Tungsten on a 9 mm copper sheet) can be seen here.
参考文献
- [1]
^拉夫堡大学图书馆-聚光灯档案馆 Archived 2008-12-07 at the Wayback Machine。Lboro.ac.uk (2010-10-13)。检索于2011年12月29日。.
- [2]
^J.马吉尔、皮拉尼和范·赫尔(比利时)使用薄裂变层的次临界系统的基本方面。欧洲委员会,超铀元素研究所,德国卡尔斯鲁厄.
- [3]
^Hogan, Hank (Summer 2015). "Nondestructive Technology". Aviation Aftermarket Defense. 11: 35..
- [4]
^工业射线照相术中的辐射防护和安全。安全报告系列第13号。原子能机构,奥地利,1999年1月ISBN 92-0-100399-4.
- [5]
^P.奥尔蒂斯,奥雷斯根,惠特利重大辐射事故的教训。国际原子能机构.
- [6]
^Alain Biau工业射线照相术中工人的辐射防护:法国监管机构的观点。反辐射电离剂保护办公室.
- [7]
^https://web.archive.org/web/20221028225229/http://accelconf.web.cern.ch/AccelConf/p01/PAPERS/WOAA008.PDF.
- [8]
^"Wayback Machine" (PDF). archive.org. 7 September 2006..
- [9]
^https://web.archive.org/web/20221028225229/http://www.dxcicdd.com/05/PDF/Jin_Wang_1.pdf.
- [10]
^Energy, Tom Harper, Chief Information Officer, Los Alamos National Laboratory, Operated by Los Alamos National Security, LLC, for theU.S. Department of. "Service Unavailable". www.lanl.gov..
暂无